Хиты продаж


Машины контактной сварки МСО – 201 можно заказать на нашем заводе «Искра» по цене производителя. Мы предлагаем вниманию покупателей в Екатеринбурге большой ассортимент оборудования, которое отвечает всем необходимым требования. Заказ можно сделать в любое, удобное для вас время, на нашем сайте.
Предназначена для стыковой сварки непрерывным оплавлением и оплавлением с предварительным подогревом:
- деталей из низкоуглеродистой стали сечением 120 – 1000 мм2;
- заготовок инструмента и заготовок строительных конструкций из низколегированной стали, включая арматуру железобетона II и III классов, диаметром до 32 мм включительно.
Специальный автоматически осуществляемый процесс осадки обеспечивает стабильность качества сварных соединений.
Машина предназначена для работы в следующих условиях: температура окружающей среды от плюс 1° С до плюс 35° С, влажность окружающей среды до 80% при температуре 25° С, атмосферное давление от 84,0 кПа (630 мм рт. ст.) до 106,7 кПа (800 мм рт. ст.).
Категория 4 предусматривает эксплуатацию машины в закрытых отапливаемых (охлаждаемых) и вентилируемых помещениях.
Машина состоит из:
- Зажима неподвижного и зажима подвижного
- Корпуса
- Привода осадки
- Привода оплавления
- Системы охлаждения
- Электрического и пневматического устройств
Внутри корпуса встроены:
- Сварочный трансформатор, залитый эпоксидным компаундом
- Электромагнитный контактор
- Панель с элементами электрической схемы (часть из них смонтирована на переднем щите корпуса)
- Пневмоцилиндр осадки
- Система охлаждения

Трансформатор ТВК-75/ТВК-75-1 предназначен для использования в качестве источника тока для машин контактной сварки (точечной, шовной, стыковой, рельефной), может быть установлен в машинах с длительным током не более 9/8 кА (например: МТ-1615, МТ-1616, МТ-1928, МТ-1930, МТ-1933, МТП-01, МТП-1110, МСО-401, МТМ-160, МТМ-166, АТМС-14).
Может использоваться как источник нагрева для плавки стеклокомпозитных материалов и базальта, нагрева стержней для высадки анкеров и т.д.
Особенности трансформатора ТВК-75/ТВК-75-1
- Жидкостное охлаждение
- Класс изоляции «F» (предельная температура не более 155 ˚С)
- Магнитопроводы сделаны по технологии Unicore, обеспечивающей минимальную потерю электромагнитной энергии в магнитопроводе
- Блок обмоток залит эпоксидным компаундом
- Климатическое исполнение УХЛ4

Технические характеристики:
|
|||||||||||||||||||||||||||||||||||||||||||||||
| Дополнительная информация АВРОРА Прогресс 500 DEEP ARC - технологичная сварка сталей! 3х фазный инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG и для ручной дуговой сварки штучным электродом MMA. Аппарат выполнен в корпусе "декомпакт" со съёмным подающим механизмом. Рекомендованный тип катушек проволоки D200 и D300 (5-15кг). Мощный подающий механизм предназначен для работы с горелками длиной до 5 метров. Тележка с подставкой под баллон и высокая компоновка аппарата существенно облегчают работу сварщика.
Серия ПРОГРЕСС – это передовая технология инверторного блока IGBT, отличные сварочные характеристики и превосходная эргономика управления. Управление сварочной дугой обеспечивается современным микропроцессором на платформе ARM, что гарантирует высокоточную настройку, контроль и стабильность сварки. Электроника инвертора позволила добиться увеличения быстродействия обратных связей аппарата. Это значит, что дуга в каждый момент времени отслеживается с большей частотой и лучше управляется.
Важной особенностью аппарата можно назвать 100% ПН источника. Даже при работе на максимальном токе (при t до +40С) инвертор не уйдёт в защиту. Жидкостное охлаждение горелки также помогает продлить время непрерывной работы Прогресс 500 DEEP ARC.
Технологии сварки сталей Аврора Прогресс 500 DEEP ARC: MIG / Оптимизированный полуавтоматический режим МИГ/МАГ
DA / DEEP ARC / Погруженная дуга
PULSE / Технология ПУЛЬС
Аппарат оснащён возможностью работы в двух вариантах настройки: полностью ручной и синергетический. Технология капельного переноса ПУЛЬС на инверторе ориентирована на работу с чёрной сталью. Возможность настройки дополнительных параметров сварки:
Особенности:
Комплектация:
|
|||||||||||||||||||||||||||||||||||||||||||||||








Машина МСО - 750.02 предназначена для контактной стыковой сварки c непрерывным оплавлением и оплавлением с предварительным подогревом металлопроката, преимущественно компактного сечения.
Свариваемые сечения:
| Низкоуглеродистые стали | 113...2000 мм² |
| Низколегированные стали | 113...1017 мм² |
Диапазон свариваемых диаметров:
| А400С | 12...40 мм² |
| А500С | 12...36 мм² |
| А600С | 12...32 мм² |
В сварочной машине МСО - 750.02 (в отличии от МСО - 750.01) величина усилия зажатия и осадки устанавливается автоматически с панели оператора, что сокращает время переналадки на сварку заготовок различных диаметров.
Преимущества сварочной машины МСО-750.02:
- Современная система управления и контроля качества осуществляет непрерывный мониторинг текущих параметров с регистрацией и паспортизацией каждого сварного соединения.
- Машина оснащена запатентованным автоматическим устойством снятия грата после сварки в горячем состоянии (патент № RU 2 515 864 С1)
- Хранение в памяти до 20 сварочных программ
- Гибкий процесс управления оплавлением
Дополнительные опции:
- Автономная жидкостная система охлаждения замкнутого типа
- Возможность контейнерного исполнения
- Возможность включения в состав автоматической линии ЛСА-01
- Система очистки сварочных газов

Трансформатор ТВК-100-УХЛ4 (именуемый в дальнейшем трансформатор) предназначен для питания контактных электросварочных машин.
Номинальное первичное напряжение, В . . . . . . . . . . . . . . 365
Номинальный сварочный ток в поворотно-кратковременном
режиме работы, кА . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Номинальный длительный вторичный ток, А. . . . . . . . .7200
Максимальная условная мощность при ПВ=50%, кВА . .100
Номинальный длительный первичный ток, А . . . . . . . . . . . 197
Габаритные, установочные и присоединительные размеры
трансформатора соответствуют указанным на рис. 1.
Диаметр отверстий вводных шин первичной обмотки . . . 10
Масса, кг, не более . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 156

Трансформаторы типа ТК-301, ТК-302, ТК-401, ТК-501 предназначены для использования в качестве источника тока в машинах контактной сварки, может быть установлен в машинах с длительным током не более: 5,6; 6,4; 7,1; 9,1 кА (например: МТ-1701, МТ-1861, МТ-1930-1, МТ-1930-2, МТ-2221, МТ-2361, МТ-2661, МТ-3001, МТ-3501, МТП-02, МРТ-3501, МРТ-4001).
Особенности трансформаторов ТК-301, ТК-302, ТК-401, ТК-501
- Жидкостное охлаждение
- Класс изоляции «F» (предельная температура не более 155 ˚С)
- Магнитопроводы сделаны по технологии Unicore, обеспечивающей минимальную потерю электромагнитной энергии в магнитопроводе
- Блок обмоток залит эпоксидным компаундом
- Климатическое исполнение УХЛ4

Трансформатор типа ТК-08.07 предназначен для использования в качестве источника тока в машинах контактной стыковой сварки, может быть установлен во всех машинах стыковой сварки с длительным током не более 8 кА (например: МСО-201).
Особенности трансформатора ТК-08.07
Жидкостное охлаждение
- Класс изоляции «F» (предельная температура не более 155 ˚С)
- Магнитопроводы сделаны по технологии Unicore, обеспечивающей минимальную потерю электромагнитной энергии в магнитопроводе
- Блок обмоток залит эпоксидным компаундом
- Климатическое исполнение УХЛ4
Является современным аналогом К-33.06 К.

Установка для дуговой сварки закладных деталей под флюсом типа АДФС-2002 УХЛ4 предназначена для автоматической дуговой сварки закладных деталей под слоем флюса в производстве сборного железобетона. Приварка стержней из арматурной стали гладкого и периодического профиля к плоским поверхностям сортового проката производится в тавр, способ сварного соединения Т1-Мф в соответствии с ГОСТ 14098-2014 и ГОСТ 10922. Образованию равнопрочного сварного соединения способствует применение дуги горящей под слоем флюса между стержнем и пластиной. В качестве источника сварочного тока применяется выпрямитель типа Пионер - А1200. Процесс сварки автоматизирован.
Габариты закладных деталей
| Диаметр арматурного стержня (А240, А300, А400С, А500С, В500С) | от 8 до 20 мм |
|
Длина арматурного стержня Расстояние между стержнями |
от 60 мм от 35 мм |
Преимущества:
Низкое энергопотребление по сравнению с трансформаторными сварочными источниками – 68 кВА (на базе ВДУ-1204 – 168 кВА)
Воздушное охлаждение (не требуется блок автономного охлаждения)
Предварительная установка сварочного напряжения
Плавная регулировка сварочного тока
Цифровая индикация сварочного тока и напряжения на блоке управления
Минимальное разбрызгивание при сварке
Простота в эксплуатации
Малый вес и габаритные размеры, по сравнению с трансформаторными сварочными источниками типа ВДУ-1204
Работа при температурах окружающей среды 0…+40° С
Состав сварочной установки АДФС-2002
Установка АДФС-2002 с блоком управления
Инверторный источник Пионер-А 1200
Комплект кабелей подключения
Комплект ЗИП (губка, прижим)
Комплект эксплуатационной дкументации
Дополнительные опции:
Автономная компрессорная установка
Флюс для сварки
*Обращаем Ваше внимание , в целях улучшения качества, наше оборудование находится в постоянном процессе доработки и усовершенствования. Технические характеристики и внешний вид, приведенные на сайте, носят исключительно ознакомительный характер и не являются публичной офертой. Производитель оставляет за собой право вносить любые изменения.
**Копирование данных, без согласования с администрацией сайта, запрещено.

Мобильная установка типа АДФС-2001М предназначена для автоматической дуговой сварки закладных деталей под слоем флюса. Приварка стержней из арматурной стали гладкого и периодического профиля к плоским поверхностям сортового проката производится в тавр, способ сварного соединения Т1-Мф в соответствии с ГОСТ 14098-2014 и ГОСТ 10922.
Конструкция установок АДФС предполагает ручную закладку арматурных стрежней, металлических листов и засыпку флюса.
Габариты закладных деталей
| Толщина листа закладной детали | от 6 до 30 мм |
|
Диаметр арматурного стержня (А240, А300, А400С, А500С, В500С) |
от 8 до 20 мм |
| Длина арматурного стержня | от 90 до 1000 мм |
Преимущества сварочной установки АДФС-2001М
- Магнитный фиксатор в основании сварочной головки
- Пульт управления на сварочной головке работает параллельно с выносным блоком управления, обеспечивает запуск сварочного процесса и активирует магнитный фиксатор для закрепления сварочной головки на металлическом листе.
-
Автоматическое управление циклом сварки:
- Отрыв стержня при зажигании дуги
- Зажигание дуги при отрыве стержня, горение дуги при неподвижном стержне
- Выдержка времени сварки при неподвижном стрежне
- Осадка стержня в ванну расплавленного металла
- Выдержка времени при кристаллизации (охлаждении) сварочной ванны
Состав сварочной установки АДФС-2001М
- Мобильная установка АДФС-2001М
- Выпрямитель (источник) постоянного тока типа ВДУ-1204
- Выносной блок управления
Дополнительные опции:
- Автономная компрессорная установка
- Инверторный источник сварочного тока (Исполнение сварочной машины АДФС-2001МИ)
- Флюс для сварки
- Дополнительное оборудование: стол, сборочный стапель

Машина МСО - 750.03 предназначена для контактной стыковой сварки c непрерывным оплавлением и оплавлением с предварительным подогревом металлопроката, преимущественно компактного сечения.
Свариваемые сечения:
| Низкоуглеродистые стали | 113...2000 мм² |
| Низколегированные стали | 113...1017 мм² |
Диапазон свариваемых диаметров:
| А400С | 12...40 мм² |
| А500С | 12...40 мм² |
Модификация МСО-750.03 оснащается однофазным источником сварочного тока, а так же в шкаф управления установлен инверторный источник обеспечивающий трёхфазную (симметричную) нагрузку на первичную питающую сеть.
Преимущества сварочной машины МСО-750.03:
- Современная система управления и контроля качества осуществляет непрерывный мониторинг текущих параметров с регистрацией и паспортизацией каждого сварного соединения.
- Машина оснащена запатентованным автоматическим устройством снятия грата после сварки в горячем состоянии (патент № RU 2 515 864 С1)
- Хранение в памяти до 20 сварочных программ
- Гибкий процесс управления оплавлением
Дополнительные опции:
- Автономная жидкостная система охлаждения замкнутого типа
- Возможность контейнерного исполнения
- Возможность включения в состав автоматической линии ЛСА-01
- Система очистки сварочных газов
*Обращаем Ваше внимание , в целях улучшения качества, наше оборудование находится в постоянном процессе доработки и усовершенствования. Технические характеристики и внешний вид, приведенные на сайте, носят исключительно ознакомительный характер и не являются публичной офертой. Производитель оставляет за собой право вносить любые изменения.
**Копирование данных, без согласования с администрацией сайта, запрещено.

Блок автономного охлаждения БО-4.5 предназначен для охлаждения вторичного контура и трансформатора сварочных машин с максимальной условной мощностью при ПВ=50% до 100 кВА.
Преимущества:
- Экономия электроэнергии
- Высокая эксплуатационная надежность
- Эффективное охлаждение

Сварочная машина МСО-604 предназначена для контактной стыковой сварки с непрерывным оплавлением и оплавлением с предварительным подогревом котельных труб с наружным диаметром от 25 до 42 мм и других изделий, преимущественно круглого сечения, из перлитных, аустенитных, легированных, высоко и низкоуглеродистых сталей сечением до 850 мм².
Преимущества сварочной машины МСО-604
- Устройство центровки обеспечивает регулировку соосности свариваемых изделий
- Конструкция машины проходного типа
- Допускной контроль сварочного процесса
- Хранение в памяти до 20 сварочных программ
- Гибкий процесс управления оплавлением
- Возможность встраивания в производственную линию
Дополнительные опции:
- Автономная жидкостная система охлаждения замкнутого типа
- Автономная компрессорная установка
- Возможность включения в состав автоматической линии
- Система отчистки сварочных газов
*Обращаем Ваше внимание , в целях улучшения качества, наше оборудование находится в постоянном процессе доработки и усовершенствования. Технические характеристики и внешний вид, приведенные на сайте, носят исключительно ознакомительный характер и не являются публичной офертой. Производитель оставляет за собой право вносить любые изменения.
**Копирование данных, без согласования с администрацией сайта, запрещено.

Дизельный двухпостовой сварочный агрегат SHINDAIWA DGW500DM/RU (Япония), собран на базе четырехтактного четырехцилиндрового двигателя KUBOTA V1505 с водяным охлаждением, 1,498 куб. см (29 кВт / 3600 об/мин.). Агрегат представляет собой прочную рамную конструкцию в стальном, шумозащитном кожухе, защищающий внутренности агрегата от механических повреждений и воздействия атмосферных осадков. На раму смонтирован дизельный двигатель, генератор с выходами на 220 и 380 В, два сварочных поста, топливный бак ёмкостью 63 л. На передней части агрегата располагается панель управления на русском языке с цифровыми индикаторами на каждый пост и надежные терминалы для подключения сварочных кабелей, с креплением под гайку М12.
Агрегат создан для ручной дуговой сварки штучным электродом (ММА), для полуавтоматической сварки (MIG/MAG), строжки и может использоваться в качестве электростанции. Номинальная выходная мощность генератора 13,2 кВА. Агрегат предназначен для организации сварочных работ в полевых условиях, на строительных площадках, для сварки трубопроводов, в горнодобывающей промышленности, судостроительной отрасли, для технического обслуживания железных дорог и выездных аварийных и коммунальных служб. Все агрегаты проходят обязательную аттестацию НАКС, внесены в реестр ПАО ГАЗПРОМ и ПАО ТРАНСНЕФТЬ.
Сварочный генератор обладает превосходными сварочными характеристиками. Благодаря оригинальной конструкции генератора и выпрямительного блока, исключается проседание сварочной дуги при одновременной работе двух сварщиков и подключения электрических потребителей к выходам 220/380 В. Напряжение холостого хода сварочного агрегата 85 В – обеспечивает стабильный поджиг дуги и стабильное горение дуги во время сварки. Возможна сварка любыми типами электродов в любом пространственном положении. Агрегат имеет разъем подключения кабеля управления 14-пин и полностью адаптирован для работы с мобильными, переносным механизмом подачи проволоки типа LN 25 PRO.
Генератор SHINDAIWA может эксплуатироваться даже в самых тяжелых условиях благодаря надежной конструкции и высокому качеству сборки всех элементов.


Подвесная сварочная машина МТП-01 предназначена для контактной точечной сварки переменным током пространственных арматурных каркасов и объемных изделий с использованием сварочных клещей КТП-8-1, КТП-8-6, КТП-8-7 с пневмоцилиндром.
По своим технологическим возможностям сварочная машина позволяет сваривать широкую номенклатуру изделий. Толщина свариваемого материала зависит от марки материала и требования к качеству сварного соединения.
Диапазоны свариваемых толщин
| Низкоуглеродистая сталь | от 0,5+0,5 до 1,5+1,5 мм² |
| Низколегированная сталь | от 0,5+0,5 до 1,2+1,2 мм² |
| Нержавеющая сталь | от 0,3+0,3 до 0,8+0,8 мм² |
| Титановые сплавы | от 0,3+0,3 до 1,5+1,5 мм² |
| Хромоникелевые сплавы | от 0,3+0,3 до 0,5+0,5 мм² |
| Медные сплавы | 0,3+0,3 мм² |
| Алюминиевые сплавы | 0,3+0,3 мм² |
Диапазоны диаметров свариваемых крестообразных соединений стержневой арматуры
| Класс А240, В1, Вр1 | от 3+3 до 10+10 мм² |
| Класс A300, А400С | от 6+6 до 8+8 мм² |
Преимущества сварочной машины МТП-01
- Изготовлена из российского сырья и материалов, имеющих все необходимые сертификаты
- Микропроцессорное управление на базе регулятора контактной сварки РКС-810 собственного производства, обеспечивающее хранение в памяти 20 технологических программ сварки и стабильное воспроизведение сварочных параметров
- Установка параметров сварки на лицевой панели регулятора контактной сварки РКС-810 и цифровая индикация установленных параметров
- В качестве источника сварочного тока используется трансформатор собственного производства, залитый эпоксидным компаундом
- Жидкостное охлаждение сварочного трансформатора, гибких токоведущих кабелей и сварочных клещей
Дополнительные опции
- Автономная жидкостная система охлаждения замкнутого типа
- Автономная компрессорная установка
- Пружинный балансир
- Подвесной кронштейн

Сварочная машина МТ-2103-1 предназначена для контактной точечной сварки переменным током металлических конструкций и изделий.
По своим технологическим возможностям сварочная машина позволяет сваривать широкую номенклатуру изделий. Толщина свариваемого материала зависит от марки материала и требования к качеству сварного соединения.
Сварочная машина обеспечивает получение диаметра литого ядра сварной точки, соответствующего ГОСТ 15878 и отраслевым инструкциям с повышенными требованиями к качеству сварного соединения.
Диапазоны свариваемых толщин
| Низкоуглеродистая сталь | от 1,0+1,0 до 4,0+4,0 мм |
| Низколегированная сталь | от 0,8+0,8 до 3,5+3,5 мм |
| Нержавеющая сталь | от 0,8+0,8 до 4,0+4,0 мм |
| Титановые сплавы | от 1,0+1,0 до 4,0+4,0 мм |
| Хромникелевые сплавы | от 0,5+0,5 до 3,0+3,0 мм |
| Медные сплавы | от 0,5+0,5 до 0,8+0,8 мм |
| Алюминиевые сплавы | от 0,5+0,5 до 0,8+0,8 мм |
Диапазоны диаметров свариваемых крестообразных соединений стержневой арматуры
| Класс А240 | от 4+4 до 22+22 мм |
| Класс A300, A400С | от 6+6 до 18+18 мм |
| Класс А500С, А600С | от 6+6 до 16+16 мм |
Преимущества сварочной машины МТ-2103-1
- Изготовлена из российского сырья и материалов, имеющих все необходимые сертификаты
- Микропроцессорное управление на базе регулятора контактной сварки РКС-810 собственного производства, обеспечивающего хранение в памяти 20 технологических программ сварки и стабильное воспроизведение сварочных параметров
- Установка параметров сварки на лицевой панели регулятора контактной сварки РКС-810 и цифровая индикация установленных параметров
- В качестве источника сварного тока применяется трансформатор собственного изготовления, залитый эпоксидным компаундом
- Жидкостное охлаждение сварочного трансформатора и вторичного контура
- Независимое регулирование сварочного и ковочного усилий сжатия двумя редукторами с противодавлением в пневмоцилиндре
Дополнительные опции:
- Автономная жидкостная система охлаждения замкнутого типа
- Автономная компрессорная установка
- Электроды для контактной сварки различной конфигурации
- Сборочно-сварочные приспособления

Сварочная машина МТ-1930-1 предназначена для контактной точечной сварки переменным током металлических конструкций и изделий.
По своим технологическим возможностям сварочная машина позволяет сваривать широкую номенклатуру изделий. Толщина свариваемого материала зависит от марки материала и требования к качеству сварного соединения.
Сварочная машина обеспечивает получение диаметра литого ядра сварной точки, соответствующего ГОСТ 15878.
Диапазоны свариваемых толщин
| Низкоуглеродистая сталь | от 0,5+0,5 до 2,5+2,5 мм |
| Низколегированная сталь | от 0,5+0,5 до 2,0+2,0 мм |
| Нержавеющая сталь | от 0,3+0,3 до 1,5+1,5 мм |
| Титановые сплавы | от 0,5+0,5 до 2,5+2,5 мм |
| Хромникелевые сплавы | от 0,5+0,5 до 0,8+0,8 мм |
| Медные сплавы | от 0,3+0,3 до 0,8+0,8 мм |
| Алюминиевые сплавы | 0,5+0,5 мм |
Диапазоны диаметров свариваемых крестообразных соединений стержневой арматуры
| Класс А240, В1, Вр1 | от 3+3 до 16+16 мм |
| Класс А300, А400С | от 6+6 до 12+12 мм |
Преимущества сварочной машины МТ-1930-1
- Изготовлена из российского сырья и материалов, имеющих все необходимые сертификаты
- Микропроцессорное управление на базе регулятора контактной сварки РКС-810 собственного производства, обеспечивающего хранение в памяти 20 технологических программ сварки и стабильное воспроизведение сварочных параметров
- Установка параметров сварки на лицевой панели регулятора контактной сварки РКС-810 и цифровая индикация установленных параметров
- В качестве источника сварного тока применяется трансформатор собственного изготовления, залитый эпоксидным компаундом
- Жидкостное охлаждение сварочного трансформатора и вторичного контура
Дополнительные опции:
- Автономная жидкостная система охлаждения замкнутого типа
- Автономная компрессорная установка
- Электроды для контактной сварки различной конфигурации
- Сборочно-сварочные приспособления

Сварочная машина МТ-1930 предназначена для контактной точечной сварки переменным током металлических конструкций и изделий.
По своим технологическим возможностям сварочная машина позволяет сваривать широкую номенклатуру изделий. Толщина свариваемого материала зависит от марки материала и требования к качеству сварного соединения.
Сварочная машина обеспечивает получение диаметра литого ядра сварной точки, соответствующего ГОСТ 15878.
Диапазоны свариваемых толщин
| Низкоуглеродистая сталь | от 0,5+0,5 до 2,5+2,5 мм |
| Низколегированная сталь | от 0,5+0,5 до 2,0+2,0 мм |
| Нержавеющая сталь | от 0,3+0,3 до 1,5+1,5 мм |
| Титановые сплавы | от 0,5+0,5 до 2,5+2,5 мм |
| Хромникелевые сплавы | от 0,3+0,3 до 0,8+0,8 мм |
| Медные сплавы | от 0,3+0,3 до 0,8+0,8 мм |
| Алюминиевые сплавы | 0,5+0,5 мм |
Диапазоны диаметров свариваемых крестообразных соединений стержневой арматуры
| Класс А240, B1, Вр1 | от 3+3 до 16+16 мм |
| Класс A300, А400С | от 6+6 до 12+12 мм |
Преимущества сварочной машины МТ-1930
- Изготовлена из российского сырья и материалов, имеющих все необходимые сертификаты
- Микропроцессорное управление на базе регулятора контактной сварки РКС-810 собственного производства, обеспечивающего хранение в памяти 20 технологических программ сварки и стабильное воспроизведение сварочных параметров
- Установка параметров сварки на лицевой панели регулятора контактной сварки РКС-810 и цифровая индикация установленных параметров
- В качестве источника сварного тока применяется трансформатор собственного изготовления, залитый эпоксидным компаундом
- Жидкостное охлаждение сварочного трансформатора и вторичного контура
Дополнительные опции:
- Автономная жидкостная система охлаждения замкнутого типа
- Автономная компрессорная установка
- Электроды для контактной сварки различной конфигурации
- Сборочно-сварочные приспособления

Машина разработана для стыковой сварки углеродистых сталей диаметром от 3 до 12 мм (проволоки из стали, медных и алюминиевых сплавов при изготовлении проволочных изделий), соответствует в части воздействия внешних механических факторов группе условий эксплуатации М1 по ГОСТ 17516.
Оснащена устройством для зачистки грата после сварки (дополнительная опция по требованию Заказчика). Комплектуется отрезным устройством ( для резки в размер и подготовки торца). Имеет функцию отжига после сварки. Поставляется в собранном виде и готова к работе сразу после подключения к электроэнергии.
Машина изготовлена из российского сырья на 98% (в том числе оригинальные запчасти собственного производства) и не имеет аналогов в России в части диапазона свариваемых толщин до 12 мм.
Машина обеспечивает качество сварного соединения, соответствующего ГОСТ 1579 и ГОСТ 10447.
Установленный срок службы – не менее 7 лет.
Машина показала экономическую эффективность в ходе эксплуатации на производстве: безотходность, уменьшение трудозатрат, экономию сырья.

Установка типа АДФС-2001 предназначена для автоматической дуговой сварки закладных деталей под слоем флюса. Приварка стержней из арматурной стали гладкого и периодического профиля к плоским поверхностям сортового проката производится в тавр, способ сварного соединения Т1-Мф в соответствии с ГОСТ 14098-2014 и ГОСТ 10922.
Конструкция установок АДФС предполагает ручную закладку стрежней, металлических листов и засыпку флюса.
Габариты закладных деталей
| Толщина листа закладной детали | от 6 до 30 мм |
| Диаметр арматурного стержня (А240, А300, А400С, А500С, В500С) | от 8 до 20 мм |
| Длина арматурного стержня | от 90 до 1000 мм |
Основные преимущества установки АДФС-2001 с источником Пионер – А 1200:
- Низкое энергопотребление по сравнению с трансформаторными сварочными источниками – 68 кВА (на базе ВДУ-1204 – 168 кВА)
- Воздушное охлаждение (не требуется блок автономного охлаждения)
- Предварительная установка сварочного напряжения
- Плавная регулировка сварочного тока
- Цифровая индикация сварочного тока и напряжения на блоке управления
- Минимальное разбрызгивание при сварке
- Простота в эксплуатации
- Малый вес и габаритные размеры, по сравнению с трансформаторными сварочными источниками типа ВДУ-1204
- Работа при температурах окружающей среды 0…+40° С
- Установка проходного типа, что позволяет производить сварку длинномерных изделий как по оси X, так и по оси Y
Состав сварочной установки АДФС-2001
- Установка АДФС-2001 с блоком управления
- Инверторный источник Пионер-А 1200
- Комплект ЗИП
- Комплект эксплуатационной дкументации
Дополнительные опции:
- Автономная компрессорная установка
- Флюс для сварки

Установка типа АДФС-3001 предназначена для автоматической дуговой сварки закладных деталей под слоем флюса. Приварка стержней из арматурной стали гладкого и периодического профиля к плоским поверхностям сортового проката производится в тавр, способ сварного соединения Т1-Мф в соответствии с ГОСТ 14098-2014 и ГОСТ 10922.
Конструкция установок АДФС предполагает ручную закладку стрежней, металлических листов и засыпку флюса.
Габариты закладных деталей
| Толщина листа закладной детали | от 6 до 30 мм |
| Диаметр арматурного стержня (А240, А300, А400С, А500С, В500С) | от 8 до 32 мм |
| Длина арматурного стержня | от 90 до 2500 мм |
Преимущества АДФС-3001
- Ручное горизонтальное перемещение механизма зажатия стержня с последующей фиксацией во время сварки, для возможности приварки анкеров по заданным координатам.
- Перемещение по осям: Х - 400 мм , Y - 400 мм
- Дополнительное зажимное устройство позволяет фиксировать арматурные стержни длиной до 2500 мм
- Блок управления обеспечивает хранение в памяти до 20 сварочных программ и воспроизведение заданного цикла работы в автоматическом режиме:
- Подачу арматурного стержня в процессе сварки
- Включение подачи сварочного тока и его отключение после завершения цикла
- Зажигание дуги при отрыве стержня, горение дуги при неподвижном стержне
- Осадка под током в ванну расплавленного металла
- Кристаллизация
Состав сварочной установки АДФС-3001
- Установка АДФС-3001 с блоком управления
- Выпрямитель (источник) постоянного тока типа ВДУ-2000
Дополнительные опции:
- Автономная компрессорная установка
- Инверторный источник сварочного тока (исполнение сварочной установки АДФС-3001И)
- Флюс для сварки

Головной офис и основное производство компании KOVO MACHINEY&ELECTRICAL EQUIPMENT CO., LTD располагается в Пекине, Китай. История компании начинается с 1998 года, когда при поддержке специалистов из Германии, начались первые разработки и стартовало производство электростанций и универсальных сварочных агрегатов. Оборудование завоевало доверие среди клиентов из Кореи, Австралии, Ближнего Востока. Увеличились потребности в агрегатах, выросли объемы производства и в 2003 году была построена большая фабрика по сборке электростанций и сварочных генераторов. Начался массовый выпуск продукции под брендом KOVO.
Главная составляющая в репутации компании, основывается на неизменном принципе KOVO — проверка качества работ и комплектующих на всех этапах производственного цикла, позаимствованная от японских компаний. Развитие продукции KOVO ориентировано на соответствие мировым стандартам контроля качества, ее продукция безопасна не только для пользователей, но и для окружающей среды.
Для производства агрегатов отбираются только надежные комплектующие, дизельные и бензиновые двигатели, от ведущих мировых производителей, таких как: KUBOTA, FAW, ISUZU, YANMAR, PERKINS, DEUTZ, HONDA, KOHLER, MITSUBISHI, YAMAHA. Компания не останавливается на достигнутом, совершенствует конструкции, подстраивается под потребности своих клиентов, предлагает наиболее востребованные комплектации и технические решения. Постоянно ведет научно-технические разработки и исследования, направленные на повышение качества и удобства производимой техники.
Преимущества
- Опыт производства с 1998 года
- Использование надежных, известных на Российском рынке, двигателей ISUZU, YANMAR (Япония)
- Контроль качества выходной продукции
- Превосходные сварочные характеристики генератора
- Стабильная дуга
- Адаптация оборудования к Российским условиям эксплуатации
- Большой склад оборудования, расходных материалов и запчастей
- Сервисная поддержка, гарантийное и пост гарантийное обслуживание
- Установка дополнительного оборудования
- Пусконаладочные работы и обучение персонала заказчика
- Демонстрация оборудования
- Отлаженная логистика





Подробное описание товара
Трактор сварочный ТС-16-1 предназначен для сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей со ступенчатой регулировкой скорости подачи электродной проволоки и ступенчатой регулировкой скорости перемещения тележки. Работает в комплекте с выпрямителями ВДУ-1250, ВДУ-1202, ВДУ-630 и др., выпускаемыми группой предприятий ИТС. Трактор сварочный ТС-16 представляет собой самоходное устройство, в котором подача сварочной проволоки и перемещение происходит автоматически.
Трактор производит сварку соединений встык с разделкой и без разделки кромок, с копирами и без копиров, угловых швов, нахлесточных соединений, а также сварку в «лодочку». Швы могут быть прямолинейными и кольцевыми. В процессе работы трактор передвигается по изделию или по уложенной на нем направляющей линейке.
Трактор сварочный ТС-16 имеет следующие основные технические решения:
-
увеличенная мощность двигателя;
- увеличенная износостойкость редукторов за счет рациональной конструкции редукторов;
- усовершенствованный механизм подачи проволоки;
- возможность подключения местного освещения;
- усовершенствованная электрическая схема;
- сзменение центра тяжести трактора при сварке по наклонной плоскости;
- сменные ведущие ролики;
- возможность сцепления и расцепления колес с приводом с помощью муфты;
- наличие регулируемого копира для сварки тавровых швов и швов с разделкой кромок.


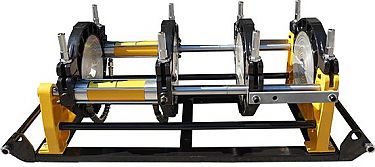
МСПТ-160 Гидравлический стыковой сварочный аппарат
Гидравлический аппарат для сварки пластиковых труб МСПТ-160
Гидравлический аппарат стыковой сварки полимерных труб МСПТ-160 является лучшим вариантом среди аппаратов средней ценовой линейки на российском рынке, а по соотношению цена/качество, несомненно лучшим среди всех предлагаемых аппаратов, так как обладает высоким качеством и не уступает дорогим европейским аппаратам, имеет большой эксплуатационный ресурс, изготовлен из высококачественных комплектующих, по функциональным возможностям является лидером и не имеет полных аналогов на российском рынке, а по цене значительно дешевле европейских аппаратов. Учитывая такие параметры как сервисное обслуживание, высокую ремонтопригодность, наличие и заменяемость запасных частей, оперативность принятия решения по ремонту, мы утверждаем, что аппараты МСПТ на российском вне конкуренции.
Преимущества перед аналогами:
-при изготовлении используются дорогие и качественные материалы и комплектующие;
-самая полная комплектация с расширением всех возможных функциональных параметров;
-высокое качество сборки, оперативность гарантийного и сервисного реагирования;
-высокая ремонтопригодность, наличие 100% запчастей и сервиса 7/24;
-дополнительные ручки для переноски и возможность установки на колеса для транспортировки;
-расширенный диапазон сварки;
-возможность подключения пульта дистанционного управления гидроблоком;
-маслостанция (гидроблок) в шумо-грязезащитном кожухе;
-установлена система поддержания точного давления при отключении гидронасоса;
Более подробно узнать о всех преимуществах можно ниже в описании комплектующих аппарата.
Комплект поставки:
1.Центратор (позиционер, станина, сварочные тиски и т.д.)
2.Маслостанция (гидроблок, гидростанция, гидропривод и т.д.)
3.Торцеватель (рубанок, фреза, устройство для выравнивания торцов и т.д.)
4.Электронагреватель (сварочное зеркало, блин, тарелка, утюг, нагреватель и т.д.)
5.Бокс для торцевателя и нагревателя (контейнер, подставка, футляр и т.д.)
6.Гидравлические шланги (рукава высокого давления)
7.Редукционные вкладыши (съёмные вкладыши, уменьшающие вставки, матрицы, и т.д.)
8.Болты для крепления вкладышей всех диаметров (полный комплект)
9.Инструмент (гаечный ключ и отвертка) и ЗИП (комплект ножей, крышка масляного бачка с щупом, термопара, комплект уплотнителей для гидроцилиндров, БРС (быстроразъёмное соединение), трехпозиционный переключатель, кнопка включения торцевателя, токосъёмные щетки электромотора).
|
10.Руководство по эксплуатации, паспорт, гарантийный талон, таблица сварщика. |
Основные узлы (составные части) МСПТ-160
Центратор
Предназначен для фиксации и центровки, труб или трубы и фитинга при проведении сварочного процесса. Конструкция данной модели, а также качество материалов комплектующих проверены многими годами эксплуатации и гарантируют надежность и устойчивость ко всем нагрузкам и напряжениям, возникающим в процессе сварки под высоким давлением. Подробное описание устройства и принципа работы можно прочитать в Руководстве по эксплуатации, прикреплённом выше.
Особенности и преимущества:
-две съёмных ручки для переноски;
-расширенный диапазон сварки от 40 мм. до 160 мм;
-устройство отрыва нагревателя от труб;
-редукционные вкладыши возможны трёх видов: обычные литые как у всех; гнутые из алюминиевого профиля (меньше металла, легче вес, на внутренней поверхности имеют несколько специальных полос, не позволяющих трубе проскальзывать;
-зажимы хомутов изготовлены "литьём под давлением", что значительно увеличивает их прочность в сравнении с "литьём в землю" у аналогов;
-рукава высокого давления между гидроцилиндрами защищены от повреждений металлической спиралью;
-гидроцилиндры имеют оптимальные характеристики (соотношение объёма и эффективной площади сечения), обеспечивающие сложнодостижимый баланс сочетания плавности движения хода зажимов с высокой скоростью, позволяющий производить большее количество сварочных швов в смену, что имеет большое значение при больших объёмах работ и ограничении по времени;
-возможность установки на раму с колесами 200 мм;
-возможность установки колес 110 мм на одну из ручек (для цеховых условий);
Нагреватель

Предназначен для нагрева торцов свариваемых труб и фитингов в сварочном процессе. Устанавливается в зоне сварки на направляющие штанги центратора. Подробное описание устройства и принципа работы можно прочитать в Руководстве по эксплуатации, прикреплённом выше.
Особенности и преимущества:
-качественное суперизносостойкое антипригарное покрытие, не отслаивается, не стирается (ресурс 5-7 лет при односменной работе);
-высокое качество сборки и простота конструкции;
-авиаразъём безрезьбовый надёжный герметичный (защелкивается в полоборота, быстро, надежно, удобно);
-удлиненные кабели и рукава (РВД) для удобства работы 4 м. на аппаратах до 355 мм и 5 м. на аппаратах больших диаметров (у аналогов обычно 3 м);
Торцеватель

Предназначен для выравнивания торцов труб и фитингов непосредственно перед сварочным процессом. Устанавливается в зоне сварки на направляющие штанги центратора. Подробное описание устройства и принципа работы можно прочитать в Руководстве по эксплуатации, прикреплённом выше.
Особенности и преимущества:
-высокое качество материалов, комплектующих и сборки (обеспечивают надежность и долговечность по сравнению с аналогами);
-качественный электродвигатель;
-расширенный диапазон торцевания (40 - 160 мм);
-удлиненный кабель питания 4 м (обычно 3 м.);
-все детали передаточного механизма повышенной прочности (цепь, звездочки, валы изготовлены из более прочного металла и крупнее размером в отличие от аналогов);
-мощный и надежный фиксатор (защелка);
-защитная крышка из толстого металла с дополнительными винтовыми креплениями на самых концах узких частей, что предотвращает попадание стружки внутрь торцевателя и защищает передаточный цепной механизм от износта и выхода из строя.
Маслостанция (Гидроблок)

Предназначена для управления движением пары подвижных зажимов центратора и создания необходимого прижимного усилия на этапах сварочного процесса. Подробное описание устройства и принципа работы можно прочитать в Руководстве по эксплуатации, прикреплённом выше.
Особенности и преимущества:
-высокое качество материалов, комплектующих и сборки (обеспечивают надежность и долговечность по сравнению с аналогами);
-компактные размеры и небольшой вес;
-металлический защитный кожух;
-электрическая панель защищена крышкой;
-возможность установки цифрового манометра;
-установленный гидроаккумулятор для поддержания давления при отключенном гидронасосе;
-возможность использования отдельного выносного электроблока с пультом ДУ маслостанцией;
-разъём для подключения блока протоколирования;
-удлинённые рукава высокого давления (4 м.) с БРС на концах для соединения гидроблока с центратором заключены в защитную оплётку для удобства и компактности.
По дополнительному запросу аппараты комплектуются:
- фланцевый адаптер (зажим для коротких втулок);
- блок протоколирования (регистратор данных сварочного процесса).
Все аппараты полностью укомплектованы для возможности сварки всех диаметров труб, указанных в ТХ, проходят проверку и предпродажную подготовку, что обеспечивает возможность ввода в эксплуатацию немедленно после получения Заказчиком.
Технические характеристики МСПТ-160
|
Материалы |
PE, PP, PVDF |
|
Диаметры свариваемых труб |
40,50,63,75,90,110,125,140,160 |
|
Температура окружающей среды |
-15~+45°С (по спецзаказу от -30 до +45 гр.) |
|
Питание |
220V±10%, 50 Гц |
|
Потребляемый ток |
15.5 А |
|
Суммарная мощность электрооборудования |
2.65 кВт |
|
Нагревательный элемент |
1.0 кВт |
|
Привод торцевателя |
0.9 кВт |
|
Гидравлический привод |
0.75 кВт |
|
Максимальное давление |
100 бар |
|
Объем масляного резервуара |
3 л |
|
Общая S сечения цилиндров |
15 см2 |
|
Макс. температура нагревательного элемента, |
300°С |
|
Общий вес, нетто/брутто |
90/108 кг (0,43 м3) |
|
Транспортировочные габариты |
930х540х510 мм (0,26 м3) 670х510х510 мм (0,17 м3) |

Лучший по качеству среди бюджетных на российском рынке стыковой аппарат для сварки полимерных труб. Собран из качественных комплектующих. Учитывая низкую цену, является самым выгодным вариантом для тех, кто умеет экономить.
Аппарат полностью укомплектован и готов к эксплуатации.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Диапазон свариваемых труб, мм | 40-250 |
| Максимальное давление, бар | 100 |
| Мощность двигателя маслостанции, Вт | 750 |
| Привод | Гидравлический |
| Количество зажимов | 4 |
| Общая S сечения цилиндров, (см2) | 11 |
| Напряжение питания, В/Гц | 220/50 |
| Мощность нагревателя, Вт | 2000 |
| Мощность торцевателя, Вт | 1100 |
| Диапазон рабочих температур, °C | 0-300 |
| Транспортировочные габариты, мм |
920х600х550 (0,30 м3), 750х700х720 (0,38 м3) |
| Масса нетто/брутто, кг | 151/191 (0,68 м3) |
| Страна производства | Россия |
Комплект поставки:
1. Центратор (позиционер) с четырьмя зажимами (хомутами) для фиксации свариваемых труб.
2. Маслостанция (гидроблок) с блоком управления.
3. Торцеватель с электроприводом для выравнивания торцов ПЭ труб перед процессом сварки.
4. Электронагреватель (зеркало).
5. Бокс (контейнер) для хранения и переноски электроторцевателя и электронагревателя.
6. Гидравлические шланги с БРС для быстрого соединения центратора с маслостанцией.
7. Редукционные вкладыши (полный комплект на все диаметры труб, указанные в ТХ).
8. Болты для крепления вкладышей всех диаметров (полный комплект).
9. Инструмент и ЗИП.
По дополнительному запросу аппараты комплектуются:
- фланцевый адаптор (зажим для втулок)
- блок протоколирования (регистратор данных сварочного процесса).
Все аппараты полностью укомплектованы для возможности сварки всех диаметров труб, указанных в ТХ, проходят проверку и предпродажную подготовку, что обеспечивает возможность ввода в эксплуатацию немедленно после получения Заказчиком.
- 250
- Россия
")
")


Агрегат сварочный предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током.
Агрегат предназначен для работы на открытом воздухе в полевых условиях
Агрегат комплектуется генератором сварочным ГД-4004 У2.
Номинальные параметры агрегата относятся к его работе на высоте не более 1000 м над уровнем моря, температуре окружающего воздуха от +40°С до минус 45°С и относительной влажности воздуха (среднемесячное значение) до 80% при +15°С
Агрегат сварочный АДД-4004.6 И У1, помимо базовой комплектации, выпускается в нескольких конструктивных исполнениях:
- АДД-4004.6 ВГ И У1- дополнительно имеет в своем составе вспомогательный генератор (однофазный синхронный генератор переменного тока), который предназначен для питания электроинструмента и другой бытовой электротехники.
- АДД-4004.6 И У1 Север – дополнительно имеет в своем составе бандажный и проточный подогреватели, предназначенные для облегчения пуска двигателя в холодное время года.
- АДД-4004.6 ВГ И У1Север – дополнительно имеет в своем составе вспомогательный генератор, бандажный и проточный подогреватели

Технические характеристики:
|
||||||||||||||||||||||||||||||||||||||
| Дополнительная информация PASSAT BLACK – линейка поршневых безмасляных компрессоров со сниженным уровнем шума и высокой производительностью. «Сухие» компрессоры PASSAT будут востребованы в быту, в небольшой мастерской в медицине или на пищевом производстве. Спаренные блоки цилиндров, установленные по двум сторонам электродвигателя, делают систему сбалансированной, снижают уровень вибрации и шума.
В конструкции поршневых групп компрессоров PASSAT BLACK используются тефлоновые поршневые кольца с небольшим коэффициентом трения и высокой износоустойчивостью. Благодаря этому температура компрессорной «головы» всегда остаётся низкой, что гарантирует высокий ресурс трущихся частей и является дополнительной мерой защиты оператора. Компрессоры PASSAT серии Black могут работать без перерывов на протяжении всего рабочего дня. Согласно данным испытаний лаборатории, образцы, отработавшие 800 часов на давлении 6 Бар - по факту инспекции, не имели следов износа колец. Плановое обслуживание с оценкой технического состояния и целесообразности замены тефлоновых уплотнителей рекомендовано заводом через 1200 часов наработки без требования цикличного режима эксплуатации. Особенности:
Особенности ресивера:
PASSAT-40 BLACK оснащен:
Также плюсом безмасляных компрессоров можно назвать удобство их транспортировки. В отличие от аппаратов с маслом в картере, устройства серии PASSAT BLACK можно перевозить в любом положении, что, безусловно, удобно для мобильных бригад. |
||||||||||||||||||||||||||||||||||||||



Технические характеристики:
|
||||||||||||||||||||||||||||||||||||||
| Дополнительная информация PASSAT BLACK – линейка поршневых безмасляных компрессоров со сниженным уровнем шума и высокой производительностью. «Сухие» компрессоры PASSAT будут востребованы в быту, в небольшой мастерской в медицине или на пищевом производстве. Спаренные блоки цилиндров, установленные по двум сторонам электродвигателя, делают систему сбалансированной, снижают уровень вибрации и шума.
В конструкции поршневых групп компрессоров PASSAT BLACK используются тефлоновые поршневые кольца с небольшим коэффициентом трения и высокой износоустойчивостью. Благодаря этому температура компрессорной «головы» всегда остаётся низкой, что гарантирует высокий ресурс трущихся частей и является дополнительной мерой защиты оператора. Компрессоры PASSAT серии Black могут работать без перерывов на протяжении всего рабочего дня. Согласно данным испытаний лаборатории, образцы, отработавшие 800 часов на давлении 6 Бар - по факту инспекции, не имели следов износа колец. Плановое обслуживание с оценкой технического состояния и целесообразности замены тефлоновых уплотнителей рекомендовано заводом через 1200 часов наработки без требования цикличного режима эксплуатации. Особенности:
Особенности ресивера:
PASSAT-50 BLACK оснащен:
Также плюсом безмасляных компрессоров можно назвать удобство их транспортировки. В отличие от аппаратов с маслом в картере, устройства серии PASSAT BLACK можно перевозить в любом положении, что, безусловно, удобно для мобильных бригад. |
||||||||||||||||||||||||||||||||||||||

Технические характеристики:
|
|||||||||||||||||||||||||||||||||||||||||
| Дополнительная информация PASSAT BLACK – линейка поршневых безмасляных компрессоров со сниженным уровнем шума и высокой производительностью. «Сухие» компрессоры PASSAT будут востребованы в быту, в небольшой мастерской в медицине или на пищевом производстве. Спаренные блоки цилиндров, установленные по двум сторонам электродвигателя, делают систему сбалансированной, снижают уровень вибрации и шума.
В конструкции поршневых групп компрессоров PASSAT BLACK используются тефлоновые поршневые кольца с небольшим коэффициентом трения и высокой износоустойчивостью. Благодаря этому температура компрессорной «головы» всегда остаётся низкой, что гарантирует высокий ресурс трущихся частей и является дополнительной мерой защиты оператора. Компрессоры PASSAT серии Black могут работать без перерывов на протяжении всего рабочего дня. Согласно данным испытаний лаборатории, образцы, отработавшие 800 часов на давлении 6 Бар - по факту инспекции, не имели следов износа колец. Плановое обслуживание с оценкой технического состояния и целесообразности замены тефлоновых уплотнителей рекомендовано заводом через 1200 часов наработки без требования цикличного режима эксплуатации. Особенности:
Особенности ресивера:
PASSAT-100 BLACK оснащен: |
|||||||||||||||||||||||||||||||||||||||||

Технические характеристики:
|
|||||||||||||||||||||||||||||||||||||||||
| Дополнительная информация PASSAT – линейка поршневых безмасляных компрессоров со сниженным уровнем шума и высокой производительностью. Трёхфазные компрессоры MODULE ориентированы на работу в сетях с напряжением 400В и позволяют запускать компрессорные головы как вместе, так и по частям, для получения необходимых параметров производительности. Спаренные блоки цилиндров, установленные по двум сторонам электродвигателя, делают систему сбалансированной, снижают уровень вибрации и шума. В конструкции поршневых групп компрессоров PASSAT используются тефлоновые поршневые кольца с небольшим коэффициентом трения и высокой износоустойчивостью. Благодаря этому температура компрессорной «головы» всегда остаётся низкой, что гарантирует высокий ресурс трущихся частей и является дополнительной мерой защиты оператора. Компрессоры могут работать без перерывов на протяжении всего рабочего дня. Согласно данным испытаний лаборатории, образцы, отработавшие 800 часов на давлении 6 Бар - по факту инспекции, не имели следов износа колец. Плановое обслуживание с оценкой технического состояния и целесообразности замены тефлоновых уплотнителей рекомендовано заводом через 1200 часов наработки без требования цикличного режима эксплуатации. Особенности:
Особенности ресивера:
Также плюсом безмасляных компрессоров можно назвать удобство их транспортировки. В отличие от аппаратов с маслом в картере, устройства серии PASSAT BLACK можно перевозить в любом положении, что, безусловно, удобно для мобильных бригад. |
|||||||||||||||||||||||||||||||||||||||||

Технические характеристики:
|
|||||||||||||||||||||||||||||||||||
| Дополнительная информация PASSAT – линейка поршневых безмасляных компрессоров со сниженным уровнем шума и высокой производительностью. Трёхфазные компрессоры MODULE ориентированы на работу в сетях с напряжением 400В и позволяют запускать компрессорные головы как вместе, так и по частям, для получения необходимых параметров производительности. Спаренные блоки цилиндров, установленные по двум сторонам электродвигателя, делают систему сбалансированной, снижают уровень вибрации и шума. В конструкции поршневых групп компрессоров PASSAT используются тефлоновые поршневые кольца с небольшим коэффициентом трения и высокой износоустойчивостью. Благодаря этому температура компрессорной «головы» всегда остаётся низкой, что гарантирует высокий ресурс трущихся частей и является дополнительной мерой защиты оператора. Компрессоры могут работать без перерывов на протяжении всего рабочего дня. Согласно данным испытаний лаборатории, образцы, отработавшие 800 часов на давлении 6 Бар - по факту инспекции, не имели следов износа колец. Плановое обслуживание с оценкой технического состояния и целесообразности замены тефлоновых уплотнителей рекомендовано заводом через 1200 часов наработки без требования цикличного режима эксплуатации. Особенности:
Особенности ресивера:
Также плюсом безмасляных компрессоров можно назвать удобство их транспортировки. В отличие от аппаратов с маслом в картере, устройства серии PASSAT BLACK можно перевозить в любом положении, что, безусловно, удобно для мобильных бригад. |
|||||||||||||||||||||||||||||||||||

ехнические характеристики:
|
||||||||||||||||||||||||||||||||||||||
| Дополнительная информация PASSAT – линейка поршневых безмасляных компрессоров со сниженным уровнем шума и высокой производительностью. Трёхфазные компрессоры MODULE ориентированы на работу в сетях с напряжением 400В и позволяют запускать компрессорные головы как вместе, так и по частям, для получения необходимых параметров производительности. Спаренные блоки цилиндров, установленные по двум сторонам электродвигателя, делают систему сбалансированной, снижают уровень вибрации и шума. В конструкции поршневых групп компрессоров PASSAT используются тефлоновые поршневые кольца с небольшим коэффициентом трения и высокой износоустойчивостью. Благодаря этому температура компрессорной «головы» всегда остаётся низкой, что гарантирует высокий ресурс трущихся частей и является дополнительной мерой защиты оператора. Компрессоры могут работать без перерывов на протяжении всего рабочего дня. Согласно данным испытаний лаборатории, образцы, отработавшие 800 часов на давлении 6 Бар - по факту инспекции, не имели следов износа колец. Плановое обслуживание с оценкой технического состояния и целесообразности замены тефлоновых уплотнителей рекомендовано заводом через 1200 часов наработки без требования цикличного режима эксплуатации. Особенности:
Особенности ресивера:
Также плюсом безмасляных компрессоров можно назвать удобство их транспортировки. В отличие от аппаратов с маслом в картере, устройства серии PASSAT BLACK можно перевозить в любом положении, что, безусловно, удобно для мобильных бригад. |
||||||||||||||||||||||||||||||||||||||

Дополнительная информация
PASSAT – линейка поршневых безмасляных компрессоров со сниженным уровнем шума и высокой производительностью. Трёхфазные компрессоры MODULE ориентированы на работу в сетях с напряжением 400В и позволяют запускать компрессорные головы как вместе, так и по частям, для получения необходимых параметров производительности.
Спаренные блоки цилиндров, установленные по двум сторонам электродвигателя, делают систему сбалансированной, снижают уровень вибрации и шума.
В конструкции поршневых групп компрессоров PASSAT используются тефлоновые поршневые кольца с небольшим коэффициентом трения и высокой износоустойчивостью. Благодаря этому температура компрессорной «головы» всегда остаётся низкой, что гарантирует высокий ресурс трущихся частей и является дополнительной мерой защиты оператора. Компрессоры могут работать без перерывов на протяжении всего рабочего дня. Согласно данным испытаний лаборатории, образцы, отработавшие 800 часов на давлении 6 Бар - по факту инспекции, не имели следов износа колец. Плановое обслуживание с оценкой технического состояния и целесообразности замены тефлоновых уплотнителей рекомендовано заводом через 1200 часов наработки без требования цикличного режима эксплуатации.
Особенности:
- Возможность работы в непрерывном режиме
- Нет необходимости в масле
- Воздух без масляной эмульсии на выходе
- Низкая температура поршневого блока: безопасность оператора, высокий ресурс трущихся частей
- Электромотор с большим запасом мощности
- Тепловая защита "головы" от перегрузок
- Низкий уровень шума (на 30% тише масляных аналогов)
- Прямой выход с краном 1/2`для подключения инструмента на максимальном давлении
- Редуцируемый выход с быстросъемным штуцером для работы с инструментом на давлении ниже максимального
- 2 манометра для удобства контроля давления в ресивере и на редуцируемом выходе
- Предохранительный клапан для сброса давления в случае экстренной остановки или отказа блока управления
- Фильтры входящего воздуха из специальной бумаги легко заменить и быстро почистить в случае загрязнения
- Оптимальное соотношение цены и качества (высокая производительность при сравнительно небольшой стоимости)
Особенности ресивера:
- Честный объём бака
- Толщина стенки ресивера 3.5мм
- Соответсвие всем требованиям европейской сертификации
- Ревизионные отверстия с 2х сторон ресивера
- Возможность подключения пневмолинии напрямую к ресиверу для снижения потерь при прохождении через штуцеры и дополнительные коннекторы
 Ремкомплект поршневой группы можно приобрести у дилеров оборудования.
Ремкомплект поршневой группы можно приобрести у дилеров оборудования.
 Штатный воздушный фильтр с резьбой G1/4. Допустимая альтернатива M13
Штатный воздушный фильтр с резьбой G1/4. Допустимая альтернатива M13
Также плюсом безмасляных компрессоров можно назвать удобство их транспортировки. В отличие от аппаратов с маслом в картере, устройства серии PASSAT BLACK можно перевозить в любом положении, что, безусловно, удобно для мобильных бригад.
Гарантия - 1 год

ХАРАКТЕРИСТИКИ
| ДАВЛЕНИЕ СЖАТОГО ВОЗДУХА, АТМ. | 4-7 |
| АРТИКУЛ | 042158 |
| ГАБАРИТНЫЕ РАЗМЕРЫ (Д;Ш;В; ММ) | 1000x650x1160 |
| ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ, КВТ | 8 |
| МОЩНОСТЬ (КВТ) | 1.5 |
| НАПРЯЖЕНИЕ СЕТИ | 220/380 |
| МАССА, КГ | 200 |
| ТОЛЩИНА СВАРИВАЕМОГО МЕТАЛЛА, ММ | 0,5-5,0 |
| ВИД НОМЕНКЛАТУРЫ | Товар |
| ТИП НОМЕНКЛАТУРЫ | Товар |
| НОМЕНКЛАТУРНАЯ ГРУППА | fbdd1817-5311-11ed-80fa-bc8c5a150f9b |
| СЕРИЯ НОМЕНКЛАТУРЫ | HUGONG |

Сварочная машина МТ-4240 предназначена для контактной точечной сварки переменным током металлических конструкций и изделий.
По своим технологическим возможностям сварочная машина позволяет сваривать широкую номенклатуру изделий. Толщина свариваемого материала зависит от марки материала и требования к качеству сварного соединения.
Сварочная машина обеспечивает получение диаметра литого ядра сварной точки, соответствующего ГОСТ 15878 и отраслевым инструкциям с повышенными требованиями к качеству сварного соединения.
Диапазоны свариваемых толщин
| Низкоуглеродистая сталь | от 1,2+1,2 до 10+10 мм |
| Низколегированная сталь | от 1,0+1,0 до 6,0+6,0 мм |
| Нержавеющая сталь | от 01,0+1,0 до 6,0+6,0 мм |
| Титановые сплавы | от 2,0+2,0 до 5,0+5,0 мм |
| Хромникелевые сплавы | от 0,5+0,5 до 4,0+4,0 мм |
| Медные сплавы | от 1,0+1,0 до 2,0+2,0 мм |
| Алюминиевые сплавы | от 1,0+1,0 до 2,0+2,0 мм |
Диапазоны диаметров свариваемых крестообразных соединений стержневой арматуры
| Класс А240 | от 6+6 до 28+40 мм |
| Класс A300, А400С | от 6+6 до 28+40 мм |
| Класс А500С, А600С | от 6+6 до 25+40 мм |
Преимущества сварочной машины МТ-4240
- Изготовлена из российского сырья и материалов, имеющих все необходимые сертификаты
- Микропроцессорное управление на базе регулятора контактной сварки РКС-810 собственного производства, обеспечивающего хранение в памяти 20 технологических программ сварки и стабильное воспроизведение сварочных параметров
- Установка параметров сварки на лицевой панели регулятора контактной сварки РКС-810 и цифровая индикация установленных параметров
- В качестве источника сварного тока применяется трансформатор собственного изготовления, залитый эпоксидным компаундом
- Жидкостное охлаждение сварочного трансформатора и вторичного контура
- Независимое регулирование сварочного и ковочного усилий сжатия двумя редукторами с противодавлением в пневмоцилиндре
Дополнительные опции:
- Автономная жидкостная система охлаждения замкнутого типа
- Автономная компрессорная установка
- Электроды для контактной сварки различной конфигурации
- Сборочно-сварочные приспособления

Агрегат сварочный предназначен для питания одного или двух постов при ручной дуговой сварке, резке и наплавке металлов постоянным током. Агрегат предназначен для работы на открытом воздухе в полевых условиях. Агрегат дополнительно имеет в своем составе однофазный синхронный генератор.
Вспомогательный электрогенератор переменного тока предназначен для питания электроинструмента, дрели, шлифовальной машинки, освещения и т.п.
Номинальные параметры агрегаты относятся к его работе на высоте не более 1000м над уровнем моря, температуре окружающего воздуха от +40°С до -45°С и относительной влажности воздуха (среднемесячное значение) до 80% при +15°С.




Технические характеристики:
|
||||||||||||||||||||||||||||||||||||||||||||||||||
| Дополнительная информация РЕСУРС – это современные индустриальные сварочные полуавтоматы высокого класса. Аппараты были разработаны специально для тяжелого промышленного использования на крупных машиностроительных предприятиях. Силовая электроника, компонентная база, система охлаждения – все элементы аппаратов РЕСУРС обеспечивают выполнение главной задачи: бесперебойной ежедневной работы в несколько смен. Продолжительность нагрузки на максимальном токе — 100%. Ресурс ДВОЙНОЙ ПУЛЬС – конкурент современной профессиональной европейской сварочной техники. Аппарат предназначен для ежедневной работы на промышленных предприятиях, где имеются повышенные требования к качеству сварочных конструкций любых толщин.
Все аппараты имеют аналоговый и цифровой интерфейс и могут быть легко подготовлены для работы со сварочными роботами. Цифровой интерфейс поддерживает промышленные стандарты коммуникации DeviceNet, CAN, CANOPEN и другие. Протестированы в работе с роботами FANUC, ABB, KUKA, Yaskawa и другими. Особенности:
ТРИ ТЕХНОЛОГИИ СВАРКИ КОРОТКИМИ ЗАМЫКАНИЯМИ MIG/MAG: 1. MIG / Оптимизированный полуавтоматический режим МИГ/МАГ
2. PR / POWER ROOT / Формирование корневых швов, сварка без брызг
3. PF / POWER FOCUS / Сфокусированная дуга
ТРИ ТЕХНОЛОГИИ КАПЕЛЬНОГО ПЕРЕНОСА ЭЛЕКТРОДА ПУЛЬС: 1. PULSE / Технология ПУЛЬС
2. DP / DUAL PULSE / Двойной пульс
3. HS / HIGH SPEED PULSE / Высокоскоростной пульc
Применение:
Комплектация:
Габариты упаковки:
Вес брутто:
Вес нетто:
|
||||||||||||||||||||||||||||||||||||||||||||||||||








AIRFORCE AIRFORCE 160 INDUSTRIAL - самый мощный инверторный источник для плазменной резки в линейке AuroraPRO. Аппарат предназначен как для работы в ручном режиме, так и для использования в станках с ЧПУ оснащённых CNC-интерфейсом. Источник подойдёт для разделки любых токопроводящих материалов: мягкие стали, нержавеющие стали, оцинкованные стали, алюминий, медь и различные сплавы. Работа с данным аппаратом отличается чистотой реза и высокой скоростью работы. При режущем токе 160А, аппарат способен справляться с конструкционной сталью толщиной до 50мм. А при толщинах до 40 мм, АИРФОРС 160 ИНДАСТРИАЛ уверенно чувствует себя даже при продолжительных работах. Для удобства перемещения предусмотрены 4 колеса и тельферные кронштейны (рымы). К аппарату необходимо подключение компрессора для подачи сжатого воздуха.
Особенности:
- режимы резки и строжки
- 2/4Т режим работы плазмотрона
- настраиваемое время постгаз для защиты расходника
- бесконтактный поджиг дуги с пилотной дугой и высокочастотным управлением
- качественный тонкий рез и прекрасная скорость работы
- отсутствие деформации и коробления металла
- рекомендуемая толщина: 30 мм (конструкционная сталь)
- цифровой индикатор режущего тока
- колеса для удобного перемещения по рабочей площадке
- комбинированный блок IGBT для надежной работы на больших токах
Применение:
- строительство и ремонт
- конструкции из нержавеющей стали
- тяжелая/легкая промышленность
Комплектация:
- плазменный резак LT141, 6 метров - 1 шт.
- зажим на массу 300А - 1 шт.
- кабель 16mm2, 3 метра - 1 шт.
- редуктор - 1 шт.
- шланг газовый 8х12, 3м – 1шт.

| Толщина металла (мм) | Ток реза (А) | Диаметр сопла (мм) | Давление воздуха (Бар) | Потребление воздуха(л/мин) |
| 1-9 | 40 | 1,4 | 4.5 | 150 |
| 10-12 | 50 | 1,4 | 4.5 | 150 |
| 13-15 | 60 | 1.4 | 4.5 | 150 |
| 16-17 | 70 | 1.4 | 5.0 | 160 |
| 18-20 | 80 | 1.7 | 5.0 | 160 |
| 20-25 | 90 | 1.7 | 5.5 | 180 |
| 25-30 | 100 | 1.7 | 5.5 | 180 |
| 30-35 | 120 | 1.7 | 5.5 | 180 |
| 35-40 | 160 | 1.7 | 5.5 | 180 |
Гарантия - 2 года!


Инверторный трехфазный аппарат AuroraPRO AIRFORCE 100 COMPRESSOR предназначен для плазменной резки любых токопроводящих материалов: мягкие стали, нержавеющие стали, оцинкованные стали, алюминий, медь и различные сплавы. Главной отличительной особенностью модели AIRFORCE COMPRESSOR является наличие встроенного компрессора и возможность работы на выбор: с источником воздуха от встроенного компрессора или от внешнего компрессора.

Работа с данным аппаратом отличается высоким качеством и высокой скоростью резки. Бесконтактный поджиг дуги высокочастотным осциллятором облегчает поджиг, делает стабильным каждый старт и увеличивает срок службы расходных материалов горелки. Функция дежурной дуги для удобства оператора. При режущем токе 100А, аппарат способен справляться с конструкционной сталью толщиной до 40мм. А при толщинах до 30 мм, АИРФОРС 100 уверенно чувствует себя даже при продолжительных работах не теряя в качестве резки. Комбинированный модуль IGBT обеспечит надежность работы данной техники на долгие годы.
Особенности:
- воздушный компрессор встроенный в копус аппарата
- встроенный фильтр
- кнопка переключения воздущной магистрали (внешний/внутренний компрессор)
- регулируемое время продувки после резки
- бесконтактный поджиг с помощью дежурной дуги
- 2/4 - тактный режим работы плазмотрона
- лёгкий доступ к воздушным фильтрам компрессора
- качественный тонкий рез и прекрасная скорость работы
- отсутствие деформации и коробления металла
- рекомендуемая толщина до 30 мм (конструкционная сталь)
- цифровой индикатор режущего тока
- колеса для удобного перемещения по рабочей площадке
- комбинированный блок IGBT для надежной работы на больших токах
- 10-метровый плазменный резак Р80 для мобильности на рабочей площадке
Применение:
- строительство и ремонт
- тяжелая/легкая промышленность
Комплектация:
- Плазмотрон P80, 10m - 1 шт
- Зажим на массу 300A, 10mm2, 3m - 1 шт.
Рекомендованные параметры для работы от внутреннего компрессора:
| Толщина металла (мм) | Ток реза (А) | Диаметр сопла (мм) | Давление воздуха (Бар) | Потребление воздуха(л,мин) |
| 1-3 | 20 | 1.1 | 4.5 | 155 |
| 4-6 | 30 | 1.1 | 4.5 | 155 |
| 7-9 | 40 | 1.1 | 4.5 | 155 |
| 10-12 | 50 | 1.3 | 4.5 | 155 |
| 13-15 | 60 | 1.3 | 4.5 | 155 |
| 16-17 | 70 | 1.3 | 4.5 | 155 |
| 18-20 | 80 | 1.5 | 4.5 | 155 |
| 20-25 | 90 | 1.5 | 4.5 | 155 |
| 25-30 | 100 | 1.5 | 4.5 | 155 |
Рекомендованные параметры для работы от внешнего компрессора:
| Толщина металла (мм) | Ток реза (А) | Диаметр сопла (мм) | Давление воздуха (Бар) | Потребление воздуха(л,мин) |
| 1-3 | 20 | 1.1 | 3.5 | 120 |
| 4-6 | 30 | 1.1 | 4.0 | 140 |
| 7-9 | 40 | 1.1 | 4.5 | 150 |
| 10-12 | 50 | 1.3 | 4.5 | 150 |
| 13-15 | 60 | 1.3 | 4.5 | 150 |
| 16-17 | 70 | 1.3 | 5.0 | 160 |
| 18-20 | 80 | 1.5 | 5.0 | 160 |
| 20-25 | 90 | 1.5 | 5.5 | 180 |
| 25-30 | 100 | 1.5 | 5.5 | 180 |


Дополнительная информация
АВРОРА Спектр 80 предназначен для ручной резки любых токопроводящих материалов толщиной до 30 мм: нержавеющей и оцинкованной стали, алюминия, меди, латуни и различных сплавов. Источник оснащён специальным режимом Лист/Сетка, для работы с металлом разной фактуры. В режиме «Лист», когда горелка добирается до края изделия, дуга отключается. В режиме «Сетка», при потере контакта с металлом, плазмотрон переключается в слаботочный режим, и ожидает окончания воздушного зазора для следующего старта дуги. Цифровая начинка аппарата построена на ARM платформе, что увеличивает качество и скорость обработки сигнала. ARM технология, за счёт медленного подъёма тока, гарантирует стабильный поджиг дуги на любом металле и в любом пространственном положении.
Особенности:
- выбор фактуры разрезаемого материала лист/сетка
- бесконтактный поджиг с помощью дежурной дуги
- 2/4 - тактный режим работы плазмотрона
- цифровой аппарат с возможностью самодигностики и индикацией ошибок на табло
- настройка времени пред и пост-газа
- возможность настройки значения давления воздуха до начала работы
- качественный тонкий рез и прекрасная скорость работы
- отсутствие деформации и коробления металла
- передовая инверторная технология IGBT
Применение:
- автосервис
- строительство и ремонт
- конструкции из нержавеющей стали
- тяжелая/легкая промышленность
Комплектация:
- плазменный резак P80, 5m - 1 шт.
- зажим на массу 300А - 1 шт.
- кабель 16mm2, 3 метра - 1 шт.
- воздушный фильтр-регулятор - 1 шт.
- шланг газовый 9мм, 3м – 1шт
| Толщина металла (мм) | Ток реза (А) | Диаметр сопла (мм) | Давление воздуха (Бар) | Потребление воздуха(л,мин) |
| 1-3 | 20 | 1.1 | 3.5 | 120 |
| 4-6 | 30 | 1.1 | 4.0 | 140 |
| 7-9 | 40 | 1.1 | 4.5 | 150 |
| 10-12 | 50 | 1.3 | 4.5 | 150 |
| 13-15 | 60 | 1.3 | 4.5 | 150 |
| 16-17 | 70 | 1.3 | 5.0 | 160 |
| 18-20 | 80 | 1.5 | 5.0 | 160 |
| 20-25 | 90 | 1.5 | 5.0 | 180 |
| 25-30 | 100 | 1.5 | 5.0 | 180 |

Аппарат плазменной резки Джет 40 КОМПРЕССОР предназначен для разделки любых токопроводящих материалов: углеродистые стали, нержавеющие и оцинкованные стали, алюминий, медь и пр. Джет выполняет резку высокого качества и с высокой скоростью. Рабочая толщина реза конструкционной стали до 10мм. Высокочастотный поджиг дуги обеспечивает плавный и качественный старт. Установленный на аппарате компрессор позволяет обойтись без внешнего источника воздуха и сэкономить на покупке дополнительного оборудования.

Вместе с тем, владелец Джет 40 КОМПРЕССОР имеет возможность, в случае необходимости, подключить к аппарату внешний компрессор. Данная особенность будет полезна при больших объёмах работы, при резке металла внушительной толщины, либо при работе в условиях низких температур для того, чтобы избежать образования конденсата. Обратите внимание, для подключения к внешнему источнику воздуха аппарат необходимо дооснастить фильтром-регулятром. В отличие от большинства конкурентов, которые устанавливают на своё оборудование воздушные фильтры с очень маленькой пропускной способностью, аппарат Аврора комплектуется двумя фильтрами с наполнителем из специальной бумаги. Конструкция аппарата позволяет быстро добраться для фильтров для ревизии и обслуживания. Разбирать корпус устройства, как у многих аналогичных аппаратов, при этом не нужно. Силовая часть Джет 40 КОМПРЕССОР позаимствована инженерами у хорошо зарекомендовавшего себя предшественника Джет 40. По техническим характеристикам – это тот же аппарат, но с возможностью автономной работы.
Особенности:
- встроенный компрессор (150л/мин)
- контактный поджиг дуги с высокочастотным управлением
- качественный тонкий рез и прекрасная скорость работы
- отсутствие деформации и коробления металла
- портативный и энергосберегающий
- передовая инверторная технология IGBT
Применение:
- автосервис
- строительство и ремонт
- протизводство конструкций из любых сортов стали, чугуна, цветных металлов
- мелкосерийное производство
Комплектация:
- плазменный резак PT31, 3m - 1 шт.
- зажим на массу 300А - 1 шт.
- кабель 14 mm2, 3 метра - 1 шт.
- шланг газовый 2м – 1шт


Технические характеристики:
|
|||||||||||||||||||||||||||||||||||||||||||||||
| Дополнительная информация РЕСУРС – это современные индустриальные сварочные полуавтоматы высокого класса. Аппараты были разработаны специально для тяжелого промышленного использования на крупных машиностроительных предприятиях. Силовая электроника, компонентная база, система охлаждения – все элементы аппаратов РЕСУРС обеспечивают выполнение главной задачи: бесперебойной ежедневной работы в несколько смен. Продолжительность нагрузки на максимальном токе — 100%. Ресурс ДВОЙНОЙ ПУЛЬС – конкурент современной профессиональной европейской сварочной техники. Аппарат предназначен для ежедневной работы на промышленных предприятиях, где имеются повышенные требования к качеству сварочных конструкций любых толщин.
Все аппараты имеют аналоговый и цифровой интерфейс и могут быть легко подготовлены для работы со сварочными роботами. Цифровой интерфейс поддерживает промышленные стандарты коммуникации DeviceNet, CAN, CANOPEN и другие. Протестированы в работе с роботами FANUC, ABB, KUKA, Yaskawa и другими. Особенности:
ТРИ ТЕХНОЛОГИИ СВАРКИ КОРОТКИМИ ЗАМЫКАНИЯМИ MIG/MAG: 1. MIG / Оптимизированный полуавтоматический режим МИГ/МАГ
2. PR / POWER ROOT / Формирование корневых швов, сварка без брызг
3. PF / POWER FOCUS / Сфокусированная дуга
ТРИ ТЕХНОЛОГИИ КАПЕЛЬНОГО ПЕРЕНОСА ЭЛЕКТРОДА ПУЛЬС: 1. PULSE / Технология ПУЛЬС
2. DP / DUAL PULSE / Двойной пульс
3. HS / HIGH SPEED PULSE / Высокоскоростной пульc
Применение:
Комплектация:
Габариты упаковки:
Вес брутто:
Вес нетто:
|
|||||||||||||||||||||||||||||||||||||||||||||||




")
")
")
")


")
")
")
")
")
")
")




Технические характеристики раструбного сварочного аппарата СР-160
| Диаметр свариваемых труб, мм. | от 40 до 160 |
| Диаметры насадок, мм. | 40,50,63,75,90,110,125,140,160 |
| Время нагрева, мин. | 10 |
| Рабочая температура, град.С. | 0-300 |
| Напряжение питания, В / Гц. | 220 / 50 |
| Потребляемая мощность, Вт. | 2000 |
| Габариты отгрузочные, мм. | 750×500×590 |
| Вес отгрузочные, кг. | 60/68 |
Профессиональный аппарат для раструбной сварки пластиковых труб и фитингов марки Экосвар СР-160 – это аппарат нового поколения электротермических устройств. Устройство выполнено на базе стандартного сварочного аппарата для сварки полимерных труб, но дополнено и усовершенствовано для максимального удобства пользователя, аппарат нового типа удобен в операционном процессе благодаря высокоточному температурному регулятору, который обеспечивает экономию электроэнергии при нагреве, а также аккуратность и качество сварного соединения.
Комплект поставки:
нагревательный элемент с регулировкой температуры, насадки с антипригарным покрытием 40-160 мм, центратор с нагревательным элементом, вкладыши 40-140 мм,
Зип, инструменты.
Порядок работы:
РАБОТА С АППАРАТОМ СОСТОИТ ИЗ ТРЕХ ЭТАПОВ:
- подготовка трубы
- подготовка аппарата к работе
- сварка
1. Подготовка трубы
- очистить предназначенный для сварки участок трубы и рабочие поверхности насадок при помощи целлюлозной бумаги, смоченной в изопропиловом спирте.
- выполнить перпендикулярный срез трубы при помощи соответствующего инструмента (ножниц или трубореза).
2. Подготовка аппарата к работе.
- Извлеките сварочный аппарат из ящика.
- Установите или закрепите сварочный аппарат на рабочем месте при помощи опоры.
- Закрепите в отверстия на нагревательном элементе сменные насадки необходимого диаметра шестигранным ключом.
ВНИМАНИЕ! Сварочный аппарат предназначен для сварки труб и фасонных деталей (фитингов) только из одноименного материала. Аппарат поставляется с завода полностью готовым для его использования, без необходимости дополнительной наладки и настройки.
3. Процесс сварки:
В отличие от стыковой сварки, где нагрев свариваемых поверхностей производится невысокой температурой в течение длительного времени для избежания внутренних напряжений в материале, при раструбной сварке температура нагретого инструмента завышена, и нагрев происходит быстро. Выбор температуры нагретого инструмента при разработке технологии раструбной сварки основывался на нескольких ограничениях.
4. Окончание работы
По окончании работы выключите сварочный аппарат, отсоединив вилку соединительного шнура от сети, и дайте остыть сварочному аппарату. После остывания сварочного аппарата, отсоедините с нагревательного элемента сменные насадки. Очистите сменные насадки от наплавленного полимерного материала.
ВНИМАНИЕ! Для очистки поверхностей нагревательного элемента и сменных насадок от наплавленного полимерного материала, запрещается пользоваться металлическим и предметами, т.к. возможны повреждения тефлонового слоя, которым покрыты насадки. Очистку можно производить плоским деревянным приспособлением или тряпкой из несинтетического материала.
Характеристики
- 65
")
")
")
")
")
")

")
")
")
")
")
")
")
")
 Гидравлический стыковой сварочный аппарат")
идравлический аппарат для стыковой сварки пластиковых труб МСПТ-1000 является лучшим вариантом среди бюджетных аппаратов на российском рынке, а по соотношению цена/качество, возможно, лучшим среди всех предлагаемых аппаратов, так как обладает достаточно высоким качеством и не сильно уступает дорогим брендовым аппаратам, изготовлен из качественных комплектующих, по функциональным возможностям превосходит многие аналоги, а по цене значительно дешевле европейских аналогов. Идеальный вариант для тех, кто ценит качество, но не согласен переплачивать за бренд. Учитывая сервисное обслуживание, высокую ремонтопригодность, наличие и заменяемость запасных частей, оперативность принятия решения по ремонту, можно с уверенностью говорить, что эта модель вне конкуренции.
Преимущества перед аналогами:
-собирается из комплектующих высокого качества;
-маслостанция защищена кожухом от загрязнения;
-установлена система поддержания точного давления при отключении гидронасоса;
–установлен дополнительный концевой выключатель на электроторцевателе для безопасности (от случайного включения) ;
-расширенный диапазон сварки;
-высокая ремонтопригодность, простота обслуживания;
-наличие запчастей и сервиса;
Комплект поставки:
1. Центратор (позиционер) с четырьмя зажимами (хомутами) для фиксации свариваемых труб.
2. Маслостанция с гидроаккумулятором (гидроблок) с блоком управления и разъемом для блока протоколирования.
3. Торцеватель с электроприводом для выравнивания торцов ПЭ труб перед процессом сварки.
4. Электронагреватель (зеркало).
5. Бокс (контейнер) для хранения и переноски электроторцевателя и электронагревателя.
6. Гидравлические шланги с БРС для быстрого соединения центратора с маслостанцией.
7. Редукционные вкладыши (полный комплект на все диаметры труб, указанные в ТХ).
8. Болты для крепления вкладышей всех диаметров (полный комплект).
9. Инструмент и ЗИП.
По дополнительному запросу аппараты комплектуются
– фланцевый адаптор (зажим для втулок), цены указаны в разделе “Комплектующие, запасные части”;
– блок протоколирования (цены предоставляются по запросу);
Все аппараты полностью укомплектованы для возможности сварки всех диаметров труб, указанных в ТХ, проходят проверку и предпродажную подготовку, что обеспечивает возможность ввода в эксплуатацию немедленно после получения Заказчиком.

Гидравлический аппарат для стыковой сварки пластиковых труб МСПТ-1200 является лучшим вариантом среди бюджетных аппаратов на российском рынке, а по соотношению цена/качество, возможно, лучшим среди всех предлагаемых аппаратов, так как обладает достаточно высоким качеством и не сильно уступает дорогим брендовым аппаратам, изготовлен из качественных комплектующих, по функциональным возможностям превосходит многие аналоги, а по цене значительно дешевле европейских аналогов. Идеальный вариант для тех, кто ценит качество, но не согласен переплачивать за бренд. Учитывая сервисное обслуживание, высокую ремонтопригодность, наличие и заменяемость запасных частей, оперативность принятия решения по ремонту, можно с уверенностью говорить, что эта модель вне конкуренции.
Преимущества перед аналогами:
-собирается из комплектующих высокого качества;
-маслостанция защищена кожухом от загрязнения;
-установлена система поддержания точного давления при отключении гидронасоса;
–установлен дополнительный концевой выключатель на электроторцевателе для безопасности (от случайного включения) ;
-расширенный диапазон сварки;
-высокая ремонтопригодность, простота обслуживания;
-наличие запчастей и сервиса;
Комплект поставки:
1. Центратор (позиционер) с четырьмя зажимами (хомутами) для фиксации свариваемых труб.
2. Маслостанция с гидроаккумулятором (гидроблок) с блоком управления и разъемом для блока протоколирования.
3. Торцеватель с электроприводом для выравнивания торцов ПЭ труб перед процессом сварки.
4. Электронагреватель (зеркало).
5. Бокс (контейнер) для хранения и переноски электроторцевателя и электронагревателя.
6. Гидравлические шланги с БРС для быстрого соединения центратора с маслостанцией.
7. Редукционные вкладыши (полный комплект на все диаметры труб, указанные в ТХ).
8. Болты для крепления вкладышей всех диаметров (полный комплект).
9. Инструмент и ЗИП.
По дополнительному запросу аппараты комплектуются
– фланцевый адаптор (зажим для втулок), цены указаны в разделе “Комплектующие, запасные части”;
– блок протоколирования (цены предоставляются по запросу);
Все аппараты полностью укомплектованы для возможности сварки всех диаметров труб, указанных в ТХ, проходят проверку и предпродажную подготовку, что обеспечивает возможность ввода в эксплуатацию немедленно после получения Заказчиком.

Машина контактной стыковой сварки сопротивлением МСС – 0501Р УХЛ4 предназначена для сварки проволоки из стали, медных и алюминиевых сплавов при изготовлении проволочных изделий диаметром. В отличие от МСС-0501 УХЛ4, дополнительно оснащена отрезным устройством гильотинного типа и устройством для зачистки грата после сварки.
Машина имеет 5 ступеней регулирования сварочной мощности и обеспечивает качество сварного соединения, соответствующего ГОСТ 1579 и ГОСТ 10447.
Основными преимуществами данной сварочной машины:
- мобильна, проста и надежна в эксплуатации
- имеет функцию отжига после сварки
- оснащена отрезным устройством гильотинного типа и устройством для зачистки грата после сварки
- поставляется в собранном виде и готова к работе сразу после подключения к электроэнергии
- собрана из оригинальных запчастей, разработанных и изготовленных на собственном производстве
- установленный срок службы – не менее 7 лет






















